
Установка контроля ПШ-11
Описание
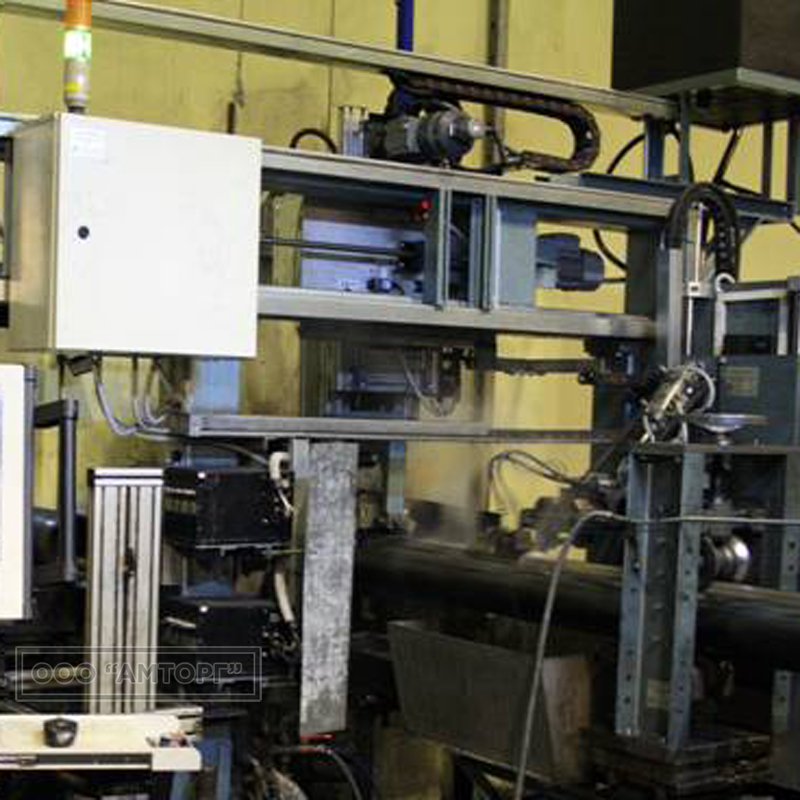
Установка ультразвукового контроля сварных прямошовных труб ПШ-11 представляет собой промышленный комплекс, с помощью которого проводится ультразвуковой контроль продольных сварных швов труб. Используя эти установки можно исследовать трубы, которые имеют толщину стенки в пределах 3…11 мм и диаметр от 60 до 168 мм.
Область применения установки контроля ПШ-11
Установками ПШ-11 комплектуются производственные цеха промышленных предприятий, специализирующихся на производстве трубной продукции. Использование комплексов ПШ-11 позволяет в процессе производства контролировать качество выпускаемых труб. Функциональные инструменты комплекса обеспечивают возможность определения наличия областей с продольно-ориентированными дефектами, а также проводить профилометрию области линии сплавления сварных швов.
Особенности конструкции и работы установки контроля ПШ-11
Установка ультразвукового контроля сварных прямошовных труб ПШ-11 владеет двумя функциональными модулями, которые подключены к системе анализа и вывода измерительных данных. Оба модуля предназначены для работы в жестких эксплуатационных условиях, которые характеризуются высокими температурами ~ 250ºС, большим количество окалины и потребностью проведения исследований с высокой скоростью ~ 1 м/с.
Первый из модулей контроля представляет собой узел УЗ-контроля наличия в области шва и непосредственно по линии сплавления продольно-ориентированных дефектов. Исследуемая зона около шва составляет ±20 мм от его линии, а точность определения местоположения дефекта ±30 мм.
Второй из рабочих модулей – узел профилометрии применяется с целью определения толщины стенок трубы, сварного шва, а также околосварной области. Также можно будет определить высоту остаточного внутреннего и наружного грата.
В процессе работы комплекса ПШ-11 обеспечивается возможность автоматической краскоотметки выявляемых дефектных областей, а также формирование отчетов по измерениям для каждой отдельной трубы. Все измерительные данные сохраняются в единой базе данных, которую можно позже использовать для комплексного анализа.
Характеристики
|
Значение диаметров контролируемых труб: |
60…168 мм |
|
Толщина стенок контролируемых труб: |
3…11 мм |
|
Область УЗ-прозвучивания сварных швов: |
±15…±20 мм |
|
Показатель точности определения координаты дефектного места: |
±30 мм |
|
Величина погрешности при определении толщины стенок: |
не более 0,1 мм |
|
Величина линейной скорости трубы в области контроля: |
От 20 метров до 90 метров за минуту |
|
Вес установки: |
не больше 2 тонн |









