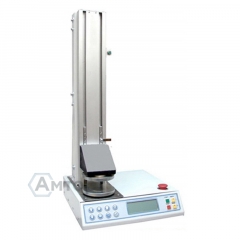
Круглошлифовальные станки с ЧПУ 3М193 CNC - 3М198 CNC
Описание
Круглошлифовальные станки с ЧПУ 3М193 CNC - 3М198 CNC предназначены для наружного шлифования цилиндрических, конических, выпуклых и вогнутых поверхностей валов длиной до 8 000 мм и весом до 10 тн.
Особенности
Тяжелые круглошлифовальные станки с ЧПУ (CNC) высокого класса точности обладают такими преимуществами:
- управления с одного главного пульта. Свободное программирование и редактирование программ с рабочего места.
- программирование формы шлифуемой поверхности вала, технологии и режимов шлифования.
- индикация ошибок оператора и сбоев в работе узлов, агрегатов и аппаратуры станка в виде текстовых сообщений на экране пульта.
- автоматическое шлифование вала по программе ЧПУ (без участия оператора).
- непрерывная подача шлифовального круга при продольном шлифовании для компенсации его износа.
- автоматический быстрый отвод-подвод шлифовального круга после прекращения процесса шлифования и при его возобновлении.
- цикл шлифования – черновое шлифование с компенсацией износа шлифовального круга, первое чистовое шлифование, второе чистовое шлифование, выхаживание.
| Параметры | 3М193 CNC | 3М194 CNC | 3М195 CNC | 3М196 CNC | 3М197 CNC | 3М198 CNC |
| Наибольший диаметр обрабатываемого изделия, мм: | 560 | 800 | ||||
| Наибольшая длина устанавливаемого изделия, мм: | 2800 | 4000 | 2800 | 4000 | 6000 | 8000 |
| Масса устанавливаемой заготовки, мм: | 4000 | 10000 | ||||
Диаметр шлифования, мм:
|
560 40 |
800 80 |
||||
Точность обработки:
|
0,010 |
|||||
| Скорость перемещения стола (регулируется бесступенчато), м/мин: | 0,05-3,7 | |||||
Наибольший угол поворота верхнего стола, град:
|
0,30 |
3,0 |
||||
| Суммарная мощность электродвигателей, кВт: | 43,11 | 47,5 | ||||
| Размеры шлифовального круга, мм: | 750х100 | |||||
| Величина врезной периодической подачи, мм (на радиус): | 0,0025-0,03 | |||||
| Количество управляемых координат | до 3-х | |||||
| Скорость резания, м/с: | 50 | |||||
| Мощность двигателя привода круга, кВт: | 30 | |||||
| Частота вращения изделия (регулируется бесступенчато), об/мин.: | 7-120 | 5-80 | ||||
| Величина отвода пиноли, мм: | 100 | |||||
| Масса станка, кг: | 28270 | 32750 | 33930 | 36780 | 40830 | 43480 |
Габариты станка, мм:
|
10540 4020 2455 |
13070 4020 2455 |
10780 4180 2455 |
13440 4180 2455 |
17400 4180 2455 |
21610 4180 2455 |
Конструктивное исполнение
В состав круглошлифовальных станков с ЧПУ 3М193 CNC - 3М198 CNC входит:
- Шлифовальная бабка:
- состоит из двух частей – верхней и нижней. Верхняя часть, в которой выполнен шпиндельный узел шлифовального круга с приводным электродвигателем, качается относительно оси, закрепленной на нижней части под осью шпинделя.
- Механизмы поперечных подач (координата «Х»):
- Передача «винт-гайка качения» с приводом от серводвигателя переменного тока. Обеспечивает все виды подач и быстрый отвод-подвод шлифовального круга на фиксированное значение.
- «Электрический» маховик для поперечных подач.
- Механизм продольного перемещения столов (координата «Z»):
- Передача «винт-гайка качения» с приводом от серводвигателя переменного тока.
- «Электрический» маховик для ручного перемещения столов.
- Механизм тонкого поперечного перемещения (качания) шлифовального круга (координата «U»):
- Качание верхнего корпуса шлифовальной бабки относительно нижнего – специальным механизмом тонких подач, представляющим собой передачу «винт-гайка качения» с приводом от серводвигателя переменного тока и рычажный механизм на выходе. Этот механизм обеспечивает формообразование профиля бочки валка любой формы, а также компенсацию износа шлифовального круга, погрешностей направляющих.
- «Электрический» маховик для тонкого перемещения шлифовального круга.
- Станина и столы:
- Передняя станина с продольными направляющими для нижнего стола.
- Задняя станина, скрепленная с передней, для установки нижней подкладной плиты шлифовальной бабки.
- Верхний поворотный стол для корректировки конусности при обработке в центрах станка.
- Пара трения «тефлон- чугун» в направляющих нижнего стола (продольные подачи).
- Обе станины, столы и обе подкладные плиты – жестко оребрённые отливки из серого чугуна.