

Гидронасос 210.16.12.01
Описание
Гидронасос 210.16.12.01 аксиально-поршневой, нерегулируемый, самовсасывающий, шлицевой.
Условно-графическое обозначение аксиально-поршневых гидромоторов и насосов типа 210.16...
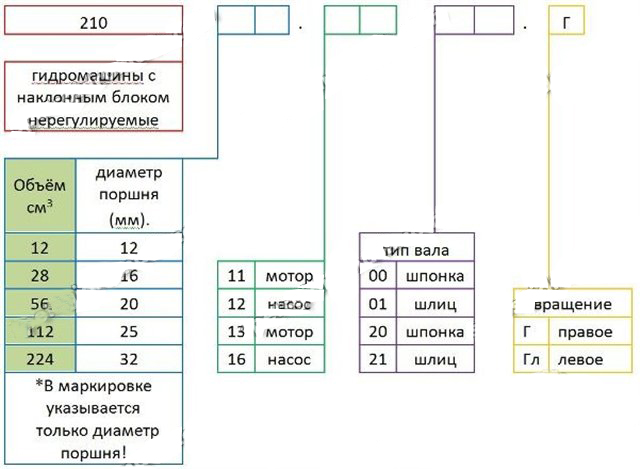
| Наименование и условное графическое обозначение | Конструктивные особенности (исполнение вала) | Наименование |
| Насос аксиально-поршневой нерегулируемый самовсасывающий | шпоночное | 210.16.12.00Г |
| шлицевое | 210.16.12.01Г | |
| Гидромотор аксиально-поршневой нерегулируемый реверсивный | шпоночное | 210.16.11.00Г (310.2.28.01.03,А2-28/20.01) |
| шлицевое | 210.16.11.01Г (310.2.28.00.03,А2-28/20.00) | |
| Гидронасос аксиально-поршневой нерегулируемый правого вращения | шлицевое | 210.16.12.01Г (310.2.28.03.05,А2-28/20.03) |
| Гидронасос аксиально-поршневой нерегулируемый левого вращения | шлицевое | 210.16.12Л.01Г (310.2.28.04.05,А2-28/20.04) |
| Гидронасос аксиально-поршневой нерегулируемый правого вращения | шпоночное | 210.16.12.00Г (310.2.28.05.05,А2-28/20.05) |
| Обозначение | Исполнение гидромашины | Исполнение вала |
| 210.12.11.00 | Гидромотор аксиально-поршневой нерегулируемый реверсивный с резьбовым подсоединением трубопровода | шпоночный |
| 210.12.11.01 | шлицевой | |
| 210.16.11.00 | шпоночный | |
| 210.16.11.01 | шлицевой | |
| 210.20.11.20 | шпоночный | |
| 210.20.11.21 | шлицевой | |
| 210.25.11.20 | шпоночный | |
| 210.25.11.21 | шлицевой | |
| 210.20.13.20 | Гидромотор аксиально-поршневой нерегулируемый реверсивный с фланцевым подсоединением трубопровода | шпоночный |
| 210.20.13.21 | шлицевой | |
| 210.25.13.20 | шпоночный | |
| 210.25.13.21 | шлицевой | |
| 210.12.12.00 | Гидронасос аксиально-поршневой нерегулируемый самовсасывающий с резьбовым подсоединением трубопровода | шпоночный |
| 210.12.12.01 | шлицевой | |
| 210.16.12.00 | шпоночный | |
| 210.16.12.01 | шлицевой | |
| 210.20.12.20 | шпоночный | |
| 210.20.12.21 | шлицевой | |
| 210.25.12.20 | шпоночный | |
| 210.25.12.21 | шлицевой | |
| 210.20.16.20 | Гидронасос аксиально-поршневой нерегулируемый самовсасывающий с фланцевым подсоединением трубопровода | шпоночный |
| 210.20.16.21 | шлицевой | |
| 210.25.16.20 | шпоночный | |
| 210.25.16.21 | шлицевой |
Характеристики
| Наименование параметра | Значение параметра |
| Типоразмер | 28 |
|
Рабочий объем Vg, см3/об |
28 |
| Частота вращения вала n, об/мин | |
|
- минимальная nmin |
400 |
|
- номинальная nmin |
1920 |
|
- максимальная nmax, при давлении на входе 0,08МПа |
3000 |
|
- предельная npeak, при давлении на входе 0,2МПа |
4750 |
| Подача Q, л/мин | |
|
- минимальная Qmin |
11,20 |
|
- номинальная Qnom |
53,76 |
|
- максимальная Qmax |
84,00 |
|
- предельная Qpeak |
133,00 |
| Давление нагнетания P, МПа | |
|
- номинальное Pnom |
20 |
|
- максимальное рабочее Pmax для насосов типа 210, 310.3 |
32 |
|
- максимальное рабочее Pmax для насосов типа 310.4 |
- |
| Мощность потребляемая N, кВт | |
|
- номинальная Nnom (при nnom, Pnom) |
28,00 |
|
- максимальная Nmax (при nmax, Pmax) для насосов типа 210, 310.3 |
44,80 |
|
- максимальная Nmax (при nmax, Pmax) для насосов типа 310.4 |
- |
| Крутящий момент приводной T, Нм | |
|
- номинальный Тnom (при Pnom) |
93,82 |
|
- максимальный Тmax (при Pmax) для насосов типа 210, 310.3 |
150,11 |
|
- максимальный Тmax (при Pmax) для насосов типа 310.4 |
- |
| Коэффициент подачи | 0,95 |
| КПД гидромеханический | 96 % |
| КПД полный | 91 % |
| Масса, кг | 9 |
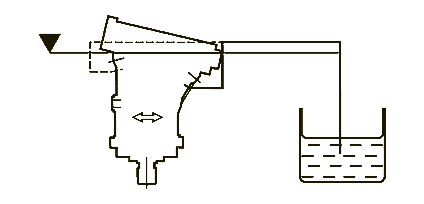
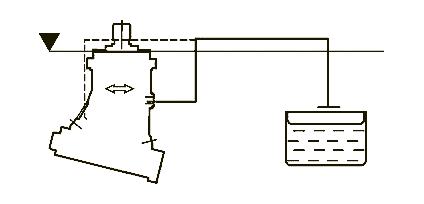
Принцип работы насоса аксиально-поршневого нерегулируемого 210.16.12.01
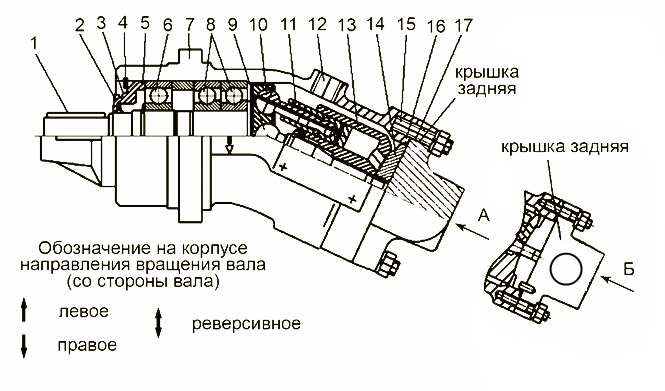
При работе вал насоса приводится во вращение от двигателя. Поршни, установленные в блоке цилиндров, вращаются вокруг оси блока и одно-временно совершают возвратно-поступательное движение, при этом за одну половину оборота поршень всасывает рабочую жидкость (см. отв. S на рис. 4), а за другую – нагнетает (отв. А) ее в гидросистему.
Давление на выходе из насоса определяется нагрузкой на рабочий орган и ограничивается предохранительным клапаном гидросистемы. Подача определяется частотой вращения вала насоса и рабочим объемом насоса.
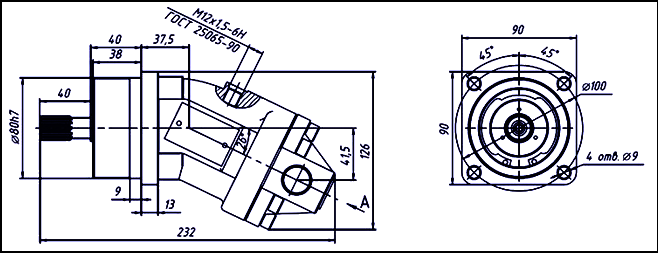
Габаритные и присоединительные размеры
Требования к гидравлическим системам
- Гидравлическая система машины, на которой устанавливается насос или гидромотор, должна соответствовать требованиям ГОСТ 17411, ГОСТ 13823 и ГОСТ 12.2.086.
- Гидросистема должна иметь приборы для контроля температуры масла в баке, давления во входной и выходной магистралях гидромашины.
- Предохранительный клапан гидросистемы должен быть настроен на давление не выше максимального давления на входе из таблиц 1 и 2.
- Гидросистема должна исключать разряжение в рабочих полостях гидромашины более 0,2 кгс/см2 (Pабс="0,8 кгс/см2) на любых режимах.
Требования к трубопроводам
- Сечение напорного и всасывающего трубопроводов не рекомендуется принимать меньше площади соответствующих отверстий гидромашины.
- Всасывающий трубопровод должен быть по возможности коротким, без изгибов и иметь условный проход, обеспечивающий абсолютное давление на входе в насос не менее 0",7 кгс/см2. Установка фильтра на линии всасывания (без подпитки) не допускается.
- Каждый трубопровод необходимо проверить на герметичность статическим давлением рабочей жидкости, равным 1,6 Pмакс. (примерно 50 Мпа) в течение 5 мин.
- Корпус гидромашины должен быть соединен с баком дренажным трубопроводом с условным проходом на менее 6 мм для гидромашин с рабочим объемом 12 см3
- Уплотнение дренажного штуцера следует производить согласно ГОСТ 25065.
Требования к рабочей жидкости
- Нормальная работа гидромашины гарантируется при использовании рабочей жидкости (масла), характеристики которой соответствуют следующим значениям приведенным в таблице.
| Наименование параметра | Значение параметра |
| Класс чистоты по ГОСТ 17216 | 12 |
|
Кинетическая вязкость, мм2/с (сСт) |
|
| - оптимальная | 20-35 |
| - максимальная пусковая | 1500 |
| -минимальная кратковременная | 10 |
| Тонкость фильтрации (номинальная), мкм | 25 |
| Температура эксплуатации, °С | |
| - максимальная | +75 |
| - минимальная | -40 |
Допустимые температурные пределы работы рабочих жидкостей гидронасоса 210.16.12.01
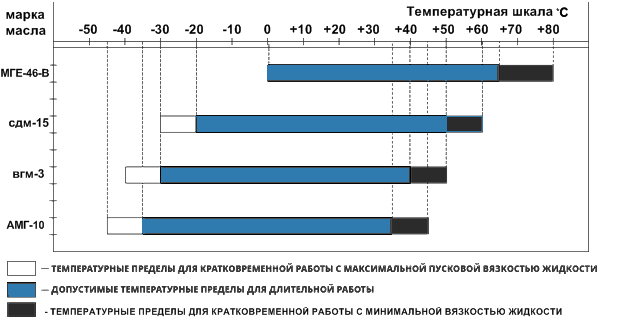
Рабочие жидкости, рекомендуемые для применения гидронасоса 210.16.12.01
Применение других марок или смесей масел допускается после согласования с заводом-изготовителем гидромашины.
Подготовка изделия к использованию
При монтаже гидромашины следует соблюдать требования ГОСТ 13823, а также требования к фланцевым соединениям ГОСТ 19535 и требования безопасности ГОСТ 12.2.086. При этом:
- смещение осей соединяемых валов не более 0,1 мм;
- неплоскостность монтажных поверхностей не более 0,05 мм;
- шероховатость монтажной поверхности Ra не более 2,5 мкм.
При монтаже гидромашин необходимо учитывать предельные аксиальные и радиальные нагрузки на вал, приведенные в таблице:
| Наименование параметра | Значение параметра |
|
a, мм |
20 |
|
Fmax, H |
2748 |
|
F/p, Н/МПа |
61 |
|
±Fax max, Н |
200 |
|
±Fax max/p, Н/МПа |
26 |
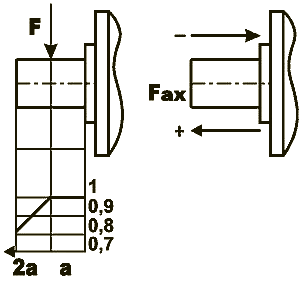
- а — расстояние приложения силы F от бурта вала;
- Fmax — максимальная радиальная нагрузка при оптимальном угле установки шестерни;
- F/p — радиальная нагрузка, действующая при давлении р (дополнительная нагрузка, допускаемая при давлении р);
- ±Fax max — максимально допустимая осевая нагрузка в неподвижном состоянии;
- ±Fax/р — максимально допустимая осевая нагрузка при работе с давлением р;
Направление максимально допустимой осевой нагрузки должно быть учтено:
- - Fax max — увеличивается стойкость подшипников;
- + Fax max — уменьшается стойкость подшипников (избегать при возможности);
Схема выбора оптимального угла установки зубчатой (а) и клиноременной (б) передачи (Вид со стороны вала)
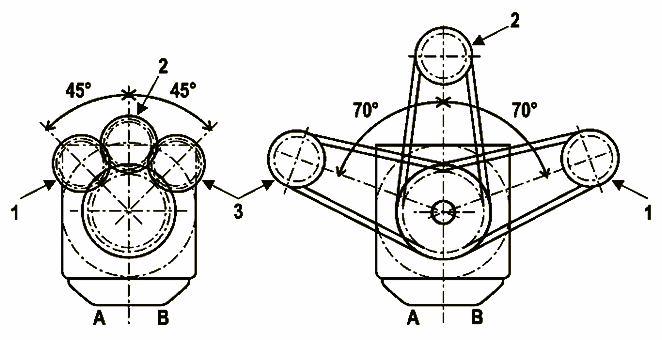
- 1 — для насоса правого вращения или гидромотора левого вращения (подвод В под давлением)
- 2 — для привода реверсивного
- 3 — для насоса левого вращения или гидромотора правого вращения (подвод А под давлением)
Примечание: Допускается отклонение от оптимального угла установки зубчатой передачи ±45°С.
Выбор иного угла установки передачи необходимо согласовать с изготовителем.
Расконсервацию производить не более чем за 12 ч до установки изделия на машину. Перед монтажом гидромашины удалить консервант с наружных поверхностей, снять транспортные заглушки и слить жидкость из внутренних полостей, повернув вал на 2-3 оборота.
Соединение вала гидромашины с валом приводного или приводимого устройства должно осуществляться через упругую муфту в соответствии с ГОСТ 21424-75.
Использование устройства других типов, передающих крутящий момент, допускается после согласования с изготовителем.
Муфту (шестерню или шкив) следует насаживать только с помощью и резьбового отверстия в приводном валу. Запрещается насаживать муфту ударами. Производя осевую затяжку и контровку болта, необходимо выдержать размеры, указанные на рисунке:
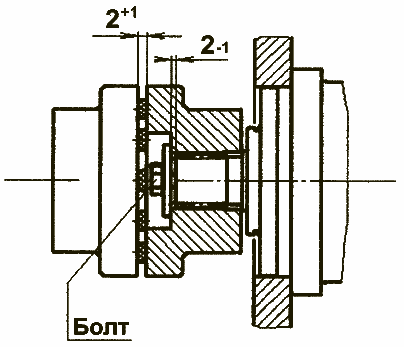
Монтаж муфты
При открытом монтаже вала гидромашины рекомендуется дополнительная защита манжетного уплотнения от попадания грязи и пыли.
Дренажную полость нерегулируемого гидромотора следует соединить с линией дренажа гидросистемы. При этом гидромотор может быть установлен в любом положении, но так чтобы дренажная полость была заполнена рабочей жидкостью.
Монтаж дренажного тубопровода
Использование гидромашины
Порядок действий обслуживающего персонала при эксплуатации гидромашины. Перед началом работы:
- проверить затяжку и контровку резьбовых соединений;
- залить масло в гидросистему через заправочное устройство с фильтрами, обеспечивающими тонкость фильтрации 25 мкм;
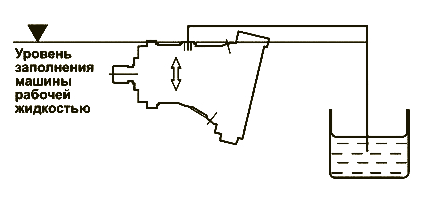
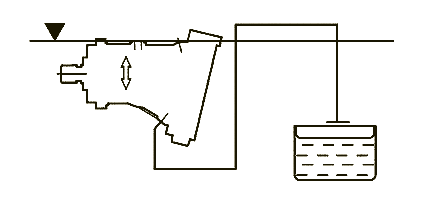
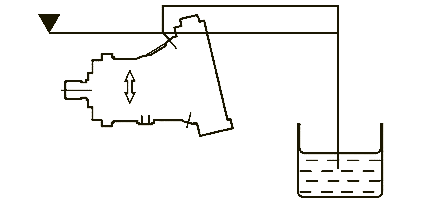
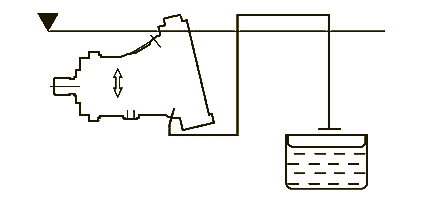
- проверить уровень рабочей жидкости в баке;
- заполнить полость гидромашины рабочей жидкостью;
- произвести пробный пуск без нагрузки и прогреть масло холостым перемещением рабочего органа, при частоте вращения вала от 700 до 900 об/мин.
Порядок контроля работоспособности гидромашины Во время работы необходимо следить за:
- отсутствием стуков в гидромашине;
- уровнем рабочей жидкости в баке;
- температурой рабочей жидкости;
- давлением в гидросистеме;
- герметичностью всех соединений.
Избегать работы на режимах с частыми перегрузками.
Время работы гидромашины при давлении 35 МПа (или 40 МПа для 310.4...) в рекомендуемом диапазоне температур рабочей жидкости не должно превышать 10-12 с интервалом не менее 10 мин.
Последовательность замены манжетного уплотнения:
- снять, используя отверстие на квадратном фланце, изделие с машины и слить масло;
- установить гидромашину вертикально валом вверх, удалить стопорное кольцо и вывернуть крышку из корпуса;
- очистить шейку вала от грязи и масла, проверить нет ли забоин и вмятин, нанести консистентную смазку;
- промыть манжеты с крышкой в масле;
- проверить состояние рабочей кромки манжет, пружинного конца и эластичность воротника манжеты, при повреждении заменить;
- вложить смазанное маслом резиновое кольцо в корпус;
- одеть на шлицевой конец вала конусную втулку для предохранения кромки манжеты и установить крышку на место;
- установить стопорное кольцо;
- после первого пуска проверить состояние нового уплотнения.









